随着3D打印技术在模具领域的应用优势逐渐明显,越来越多的企业厂商开始尝试采用这种技术去完成生产任务,但结果却不尽相同,有的企业应用3D打印技术后利润翻倍,而有的企业则出现问题,然后开始发声指责“模具3D打印只是一个噱头!”,而小编只想问一句:模具3D打印你真的用对了吗?
现阶段模具使用3D打印技术一般应用在冷却水路系统方面,对注塑产品起到一个缩短冷却周期,提高生产效率的作用。
那么是不是所有模具都可以起到这个作用?答案是肯定的,那是不是所有模具都需要采用呢?答案自然是否定的。例如近期“头盔模爆火”,销量大增,很多工厂生产跟不上,因此询问我们是否可以进行3D打印用以缩短冷却周期提高效率,但我们并没有推荐他们使用,为什么?
因此如何“快、准、狠”的选择需要进行3D打印模具工件,进行最大性价比的利润转化,成为各位甲方上帝们的难题。
增材制造可根据零件三维模型快速制造复杂的几何形状零件,无需切削加工,是一种“自下而上”逐层递增的制造方法。这种自下而上的加工方法脱离了传统制造的束缚,且设计自由度大,可以实现批量与个性化定制,能够满足复杂模具的设计和制备需求。
图1:3D打印机工作内景
那么根据技术特性,锁定关键词“个性化定制、量产、复杂结构”我们总结特性,助力客户快准狠的切入正题。
01量产模
客户注塑产品量大,需批量生产,时间紧张,那么必定需要缩短注塑周期。3D打印技术制作的模具随形水路不仅能够均衡模温提高产品良率,并且通过将水路均匀的分布模具型腔之中,快速缩短注塑产品冷却周期,提高生产效率。其模具冷却时间可缩短至30%~45%,个别产品可达到50%以上。
02产品结构复杂

图2:化妆品包装
其次,随着经济水平的提高,各类注塑产品的外形构造愈发奇特,例如:迪奥、雅诗兰黛等化妆品瓶盖顶部各种细小回旋结构,汽车保险丝盒的深框内腔等等,若用传统制模方式,这种结构的注塑产品根本无法得到一个较好的冷却效果,会导致热流道进胶口出现太阳痕、烫伤、拉伤等缺陷。而采用3D打印技术制作的随形水路模具则可以较好的避免出现这些问题,从而为客户最大幅度减少生产成本。
03产品多深筋位

图3:安全气囊模具3D模型图
产品深筋位是模具制造中一个很头疼的问题,因为为了保证深筋部位成型,有时候需要牺牲大量冷却时间,例如我们前期案例中:汽车安全气囊模具内壁,就明显存在这种问题,所以会严重导致产品冷却时间过长,影响客户生产交期。我们通过拆分镶件逐个打印,使水路充分遍布模具型腔,从而完美解决上述问题。
04尺寸要求较高
当注塑产品尺寸要求较高时,传统水路带来的模温不均会影响注塑产品尺寸,一些高附加值产品,比如苹果蓝牙耳机一幅上千元,其容纳盒不仅起到包装作用,并且还具备充电功能,当耳机放入容纳盒中便可以自动充电,因此对产品的尺寸要求极为严苛。
举个例子:当产品变形要求0.05mm以内时,而实际产品变形超过0.05mm,到0.1mm或者更大时,便可通过随形水路来平衡模具温度,控制产品变形。
因此在选择采用模具3D打印的时候请抓住几个关键点“量产模、结构复杂、深筋位多、产品尺寸要求较高”。因为目前3D打印价格也并不廉价,好钢用在刀刃上,我们不推荐客户采用3D打印制作“头盔模”的原因就是,头盔模结构非常简单,且体积大,根本无需采用3D打印,传统制模即可很好的完成。若一意孤行,昂贵的成本,不大的效益,结果自然得不偿失。
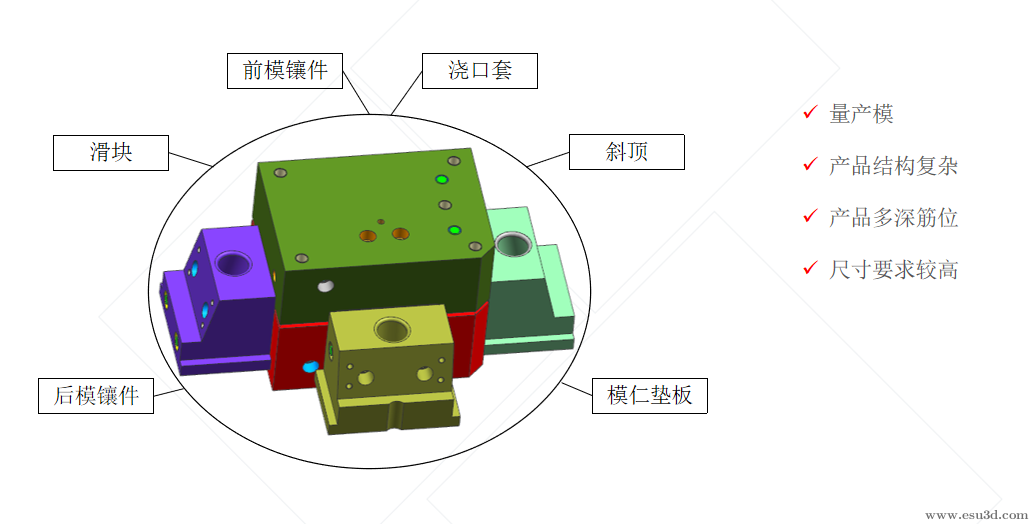
图4:要点总结
除此之外,模具中一些结构类型,如:斜顶、滑块、浇口套、前模镶件等,皆可采用3D打印技术,如图4所示,小编已经把要素总结出来,保存这张图,下次纠结要不要采用3D打印技术的时候,拿出此图对照即可,拿走不谢~